Gülle- und Gärrestaufbereitung mit Weltec Biopower Kumac-Anlage: Von der Gülle zum Wasser

Jetzt bestellen und weiterlesen!
profi - Das Fachmagazin für Landtechnik
Heftleser? Jetzt günstig upgraden!
25,80 EUR / Jahr
- Profitieren Sie vom nahtlosen Überang zwischen Heft und Website
- Zugang zu sämtlichen Inhalten auf profi.de
- Zugriff auf alle profi Ausgaben und Sonderhefte (Digital)
- Vorteilspreise im Shop
Jetzt testen und sofort weiterlesen!
BESTSELLER
0,00 EUR
im 1. Monat
danach 12,95 EUR / Monat
Testmonat
- Sorglos testen: Beginnen Sie kostenlos und unverbindlich - jederzeit kündbar
- Zugang zu sämtlichen Inhalten auf profi.de
- Zugriff auf alle profi Ausgaben und Sonderhefte (Digital)
- Vorteilspreise im Shop
Sparen Sie mit dem profi Jahreszugang.
139,80 EUR / Jahr
- Sparen Sie im Vergleich zum monatlichen Abo und genießen Sie den vollen Jahreszugang
- Zugang zu sämtlichen Inhalten auf profi.de
- Zugriff auf alle profi Ausgaben und Sonderhefte (Digital)
- Vorteilspreise im Shop
Gut zu wissen
- Die Anlage mit 35-m³-Flotationsbecken ist für einen Jahresdurchsatz von 100 000 m³ ausgelegt.
- Der Prozess der Feststofftrennung und Entsalzung erfolgt in mehreren Schritten.
- Die Anlagentechnik kostet rund 1,3 Millionen Euro ohne MwSt.
Anlage liefert klares Wasser
Weltec Biopower hat die Kumac-Anlage für die Aufbereitung von 100 000 m³ Gülle jährlich konzipiert. Sprich, die Investition rechnet sich nur für Unternehmen, die Gülle von mehreren landwirtschaftlichen Betrieben sammeln und aufbereiten, oder aber für große Betriebe mit einem entsprechend hohen Anfall an flüssigen Wirtschaftsdüngern bzw. an Gärresten.
Zentrale Aufbereitung im Lohn
Eine solch hohe Investition muss wohl überlegt sein. Für den Betrieb Amstel rechnet sie sich, weil seine Kunden, etwa zwanzig Schweinehalter, froh sind, wenn er die Gülle abnimmt und aufbereitet. Sie zahlen dafür. Amstels Fahrer holen fast täglich Gülle aus einem Umkreis von 5 km ab. Auf diese Weise kommen zurzeit jährlich rund 60 000 m³ Gülle für die Aufbereitung zusammen. Die aufbereitete Dünngülle bringen sie auf der Rücktour in die Lager oder direkt auf die Felder der Landwirte zurück. Somit gibt es für die Güllefässer keine Leerfahrten.
Auch für die phosphat- und stickstoffhaltige feste Fraktion der separierten Gülle hat Lohnunternehmer van Amstel Abnehmer. Der größte Teil geht als organischer Dünger nach Frankreich, und einen Teil liefert er als Biogassubstrat nach Deutschland.
Mit Presse und Umkehrosmose
Im ersten Schritt des Prozesses wird die Gülle mit Schwefelsäure in separaten Tanks angesäuert. Das dient hauptsächlich dazu, die Ammoniak-Ausgasungen und damit die Geruchsbelästigung zu stoppen. Außerdem wird Eisensulfat in die Gülle gemischt, um Phosphat zu binden.
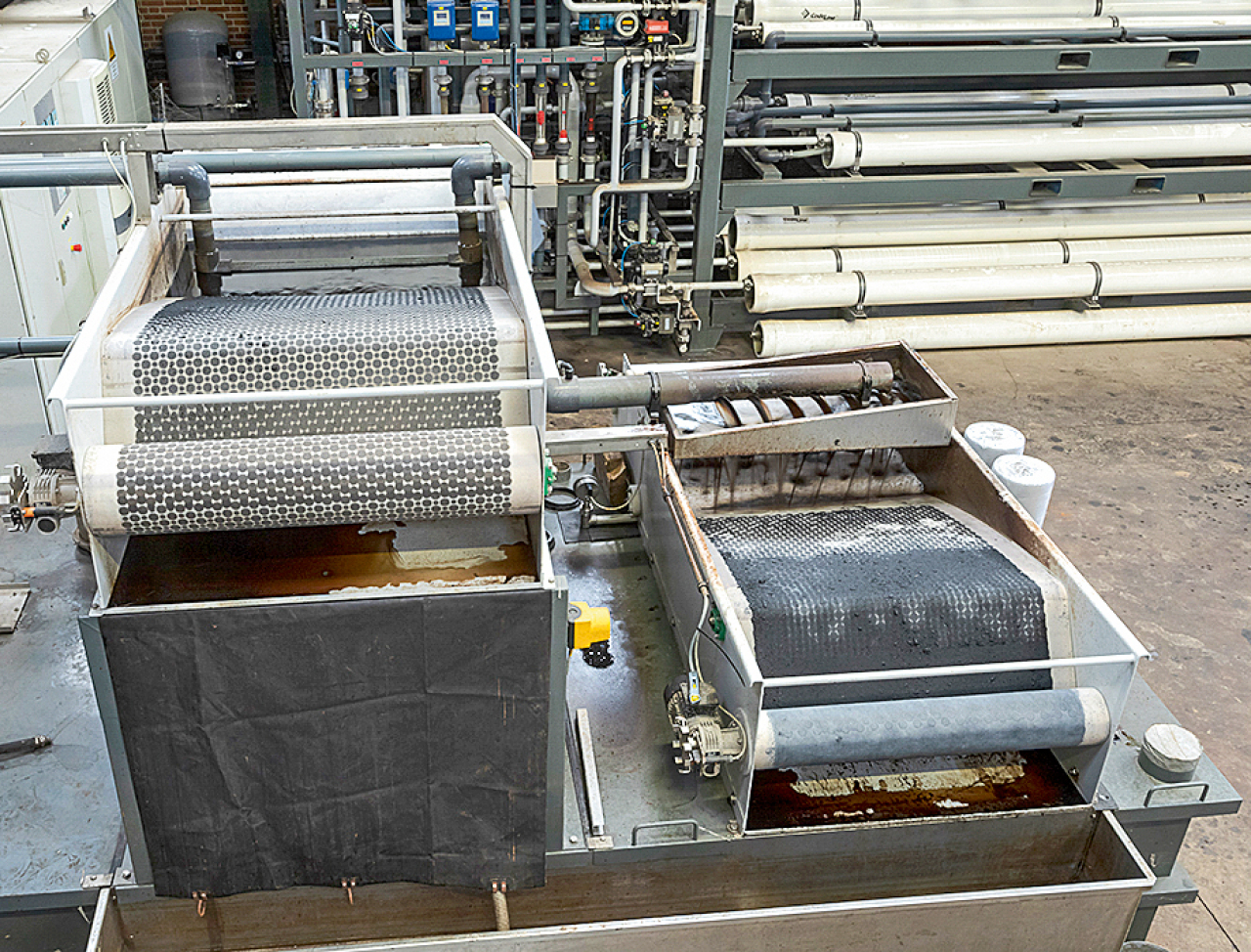
Im nächsten Prozessschritt wird in einem Anmischbehälter ein chemisches aber biologisch abbaubares Flockungsmittel hinzugegeben und die Feststoffe mit einer Siebbandpresse aus der Gülle separiert. In der Bandpresse wickeln sich zwei, je 2 m breite Siebbänder um eine Kaskade aus insgesamt 16 Walzen mit immer kleiner werdendem Durchmesser.
Dadurch erhöht sich der Pressdruck zwischen den beiden Bändern. So pressen die Siebbandwalzen die Flüssigkeit aus dem feststoffhaltigen Güllematerial heraus, welches die beiden Bänder einklemmen. Der separierte Feststoff hat schließlich einen TS-Gehalt von 30 bis 35 Prozent und enthält über 99 Prozent des Phosphats sowie 60 bis 70 Prozent des Stickstoffs.
Die Durchsatzleistung der in der Kumac-Anlage verwendeten Presse beträgt 12,5 m³ pro Stunde. Der elektrische Antriebsmotor benötigt 3 kW. Vorteil gegenüber einem Schneckenseparator: Die Siebbandpresse erzielt einen hohen Abscheidungsgrad bei vergleichsweise geringerem Energiebedarf. Und anders als bei der Separation mit einer Zentrifuge bleibt die Struktur des organischen Materials erhalten. Das ist bei Verwendung als Düngemittel besser für den Humusaufbau im Boden.
Flotation scheidet kleinste Teilchen ab
Düsen sprudeln das Luft-Wasser-Gemisch von unten in das Flotationsbecken. Die Luft-Wasser-Blasen sind mikroskopisch klein. Sie steigen sehr langsam vom Boden des Flotationsbeckens zur Oberfläche auf. Etwa fünf bis zehn Minuten brauchen die Blasen, bis sie oben angekommen sind. Auf ihrem Weg nach oben lagern sich Schwebstoffe an die Bläschen an und treiben mit ihnen nach oben. So gelangen die noch in der separierten Dünngülle enthaltenen Feststoffe an die Oberfläche. Reine Luftblasen wären viel größer, würden schneller bis zur Oberfläche aufsteigen und dabei deutlich weniger Feststoffe mitnehmen.
Auf der Flüssigkeit im Flotationsbecken schäumt es. Der Schaum enthält die Feststoffe aus der Dünngülle. Schiebeschilder schieben den Schaum kontinuierlich zum hinteren Ende des Behälters, wo er schließlich über eine Kante schwappt. Der gesammelte Schaum wird erneut in die Siebbandpresse befördert.
An der vorderen Seite des Flotationsbeckens ist eine Kammer abgetrennt. Dort hinein fließt über zwei Überläufe die von Feststoffen befreite, braune Flüssigkeit aus dem Flotationsbecken. Ein Schwimmer überwacht den Füllstand der Kammer. Sobald die Kammer voll ist, wird sie leergepumpt und die Flüssigkeit der nächsten Prozessstufe, der Umkehrosmose, zugeführt.
Kalium bleibt flüssig
Trotzdem, um ganz sicher zu gehen, dass keine Feststoffe in die Umkehrosmose-Anlage gelangen, ist noch ein sogenannter Polizeifilter vorgeschaltet. Dieser filtert mit einem Papier (ähnlich wie ein Kaffeefilter) die letzten Feststoffe und eventuell enthaltene Bakterien aus der Flüssigkeit heraus. Denn Feststoffe und Bakterienschleim würden sehr schnell die feinen Membranfilter in den Röhren der Umkehrosmose-Anlage verstopfen.
Die Umkehrosmose-Anlage im Prozess des Kumac-Verfahrens arbeitet nicht nach dem klassischen Prinzip mit hohem Druck. Denn durch den hohen Anteil an Stickstoff- und Kalisalzen in der Eingangsflüssigkeit würden die Membranen zu schnell verstopfen. Um dieses Problem zu lösen, hat Weltec Biopower die Umkehrosmose-Anlage modifiziert.
Einmal am Tag erfolgt eine automatische Spülung der Membranen. Dafür muss die Anlage nicht komplett stoppen, weil sie modular aufgebaut ist. Für die Reinigung lässt sich jeder Strang einzeln abschalten und danach wieder zuschalten. Die Umkehrosmose-Anlage im Lohnbetrieb Amstel arbeitet mit sechs Strängen, für den Spülvorgang werden jeweils drei außer Betrieb genommen.
Die Reinigung erfolgt mit Schwefelsäure und Natronlauge. Die Reinigungsmittel mit den ausgespülten Stoffen werden zurück in die Ausgangsgülle befördert. Sie bleiben also im Kreislauf und es gibt keine Reststoffe, die entsorgt werden müssten.
Entsalzung über Umkehrosmose
Außerdem ist hinter jeder Reinigungsstufe ein Sensor eingebaut, der die Leitfähigkeit im Permeat misst. Mit abnehmender Salzkonzentration sinkt die Leitfähigkeit. Kleine LED-Displays zeigen die Temperatur und die Leitfähigkeit der gefilterten Flüssigkeit.
Gleichzeitig wird das zurückbleibende Konzentrat zunehmend nährstoffreicher. Handelt es sich bei der Ausgangsgülle (wie beim Lohnunternehmen Amstel) um Schweinegülle, enthält das Nährstoffkonzentrat am Ende des Prozesses pro Tonne etwa 7,4 kg Stickstoff (davon rund 6,2 kg Ammonium-Stickstoff), 8,5 kg Kalium (K2O) und nur 0,1 kg Phosphat (P2O5).
Dieses Konzentrat bleibt als Flüssigdünger vor Ort. Dieser könnte theoretisch hinsichtlich der 170-kg-Grenze für Stickstoff bei der Ausbringung wie Mineraldünger bewertet werden. Im Rahmen eines EU-geförderten Pilot-Projekts werden dafür zurzeit Kriterien erarbeitet.
- Das mittels Umkehrosmose entsalzte Wasser lässt sich im eigenen Betrieb nutzen, zum Beispiel zum Spülen der Siebbänder der Bandpresse oder für die Bewässerung der Felder. Soll es wie im Betrieb Amstel in den Vorfluter eingeleitet werden, sind eventuelle behördliche Auflagen zu beachten. Leo van Amstel musste zum Beispiel zusätzlich einen Ionentauscher installieren. Dieser soll sicherstellen, dass wirklich kein Stickstoff mit dem Prozesswasser in den Vorfluter gelangt.
Was uns sonst noch auffiel
- Im Jahr 2007 ist die erste Kumac-Anlage in Betrieb gegangen. Inzwischen laufen fünfzehn dieser Anlagen, zwölf davon in den Niederlanden und drei in Belgien. In Deutschland soll demnächst eine weitere aufgebaut werden.
- Die Kumac-Anlage sollte in einer Halle stehen. Sie bietet einen gewissen Emissionsschutz. Frost ist normalerweise kein Problem, wenn die Gülle noch warm ist.
- Das Verfahren benötigt laut Hersteller insgesamt 12 kWh pro m³ Gülle.
- Die Kosten für den laufenden Betrieb betragen laut Hersteller 6,50 bis 7 Euro pro m³ für Strom und Betriebsmittel. Zu den Betriebsmitteln gehören Eisensulfat, Schwefelsäure, Natronlauge, Flockungsmittel und Papierbandfilter.